内部金刚石钻头可进行微孔钻探
使用微型钻头钻微孔概述
钻孔应用于汽车、半导体、光学产品和医疗设备等多个领域。加工的材料多种多样,包括金属、塑料、陶瓷和单晶体,尺寸范围从直径约 50 毫米的大孔到小于 0.1 毫米的小孔。 微型钻孔通常是指钻直径为 2 至 3 毫米或更小的孔。 典型的例子是在印刷电路板上钻孔。由于钻孔直径小、钻孔强度低,微孔钻孔非常困难,而深孔钻孔则经常需要钻孔。 此外,钻孔还受到机器振动和跳动的影响,而且需要高精度的孔,钻孔后很难进行精加工,因此难度很大。
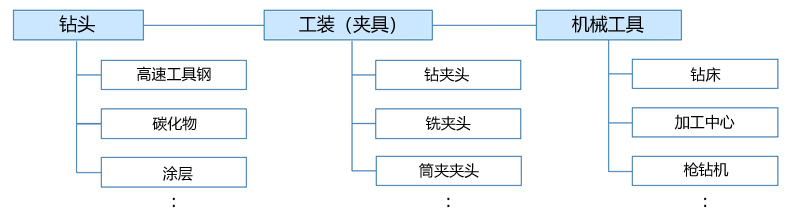
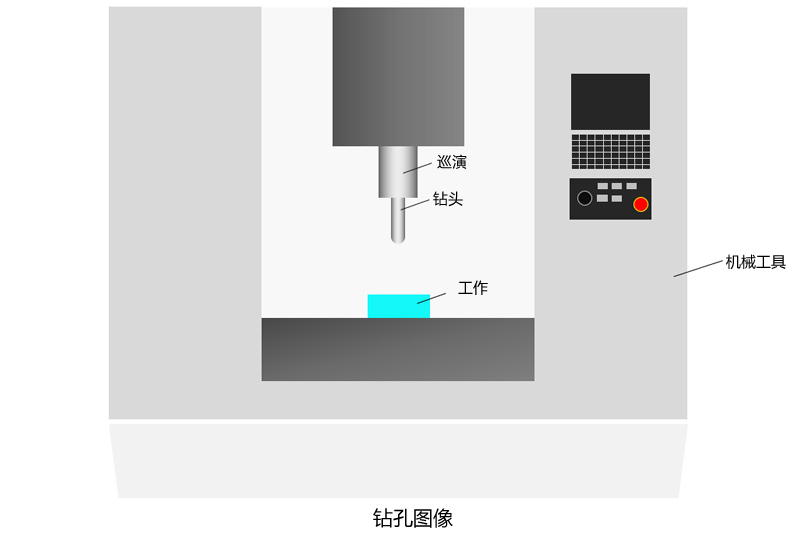
除了钻头本身外,与机床的匹配和夹持钻头的工装也是决定精孔加工精度的重要因素。 如下图所示,钻头、机床和夹具的类型多种多样。 因此,有必要选择最适合的钻头和机床,并优化加工条件。 这些也是各公司的专有技术。
使用我们的金刚石微钻钻微孔的特点
多年来,我们一直在批量生产金刚石唱片针。唱片针需要将金刚石顶端打磨成特殊形状。 我们将这种抛光技术应用到微钻的加工中,开发出了一种整个表面都由金刚石制成的金刚石微钻。
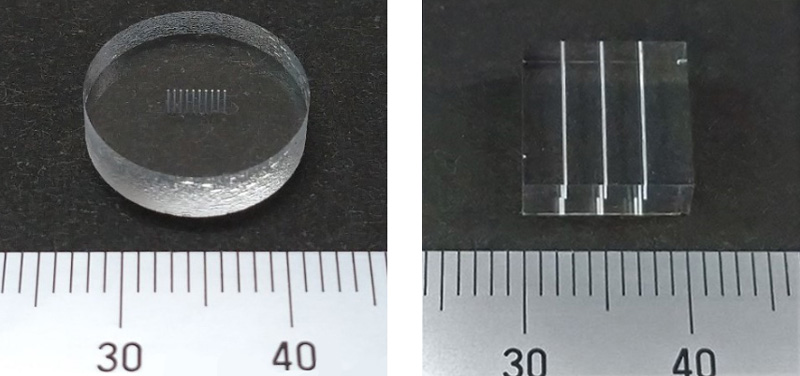
使用这种金刚石微钻,我们最擅长在玻璃、氧化铝、蓝宝石和红宝石等脆性材料上钻微孔。 它能够钻出最小微孔直径为 0.1 毫米、最大长宽比大于 60 的超长孔。 钻头本身完全由金刚石制成,因此也适合连续多孔钻孔。此外,由于材料是用金刚石加工的,因此可以通过选择加工条件使孔的内表面成为抛光表面。 在这种情况下,钻孔后无需抛光,也适合观察液体等的流动情况,并可用作微流体通道(微通道)。 我们还擅长结合飞秒激光、 紫外激光和抛光技术进行加工。需要钻孔的基材形状当然是板材,但也可以加工圆柱形。
我们既是钻头制造商,也是加工制造商。销售钻头的工具制造商很多,专门从事加工的制造商也很多。 但是,既是钻头制造商又是加工制造商的公司却非常有限。 我们公司自开发金刚石微孔钻以来,从事微孔钻加工已有 30 多年的历史,对钻头和机床的特性都有深入的了解,因此能在短时间内优化加工条件。
金刚石微钻在微加工技术中的定位
下表对金刚石微钻与其他微加工技术进行了比较。下面以生物技术领域常用的石英玻璃微孔钻为例进行说明。
微细加工技术 |
最小孔径 |
最大纵横比 |
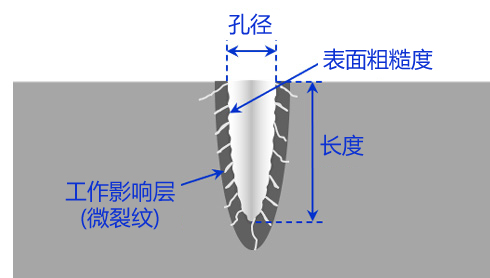
表面粗糙度 |
工作影响层 |
|---|---|---|---|---|
超声波 |
150μm |
3~4 |
粗糙的 |
是的 |
金刚石微钻 |
100μm |
大于 60 |
光滑的 |
小的 |
喷砂 |
100μm |
1~1.5 |
粗糙的 |
是的 |
25μm |
20 |
粗糙的 |
是的 |
|
0.5μm |
100 |
光滑的 |
没有任何 |
|
干蚀刻 |
0.01μm |
5 |
非常顺利 |
没有任何 |
石英玻璃是一种容易破碎的脆性材料,因此一般很难在其上形成微孔。
超声波和喷砂可用于加工直径约为 100 微米的微孔,但由于微工具制造和掩模公差的限制,无法加工长宽比为 1 到 4 的长孔。 此外,孔的表面会形成微裂纹和其他加工改变层,表面粗糙度也会变得粗糙和玻璃化。
在使用传统硬质合金钻头或涂层钻头钻孔时,很难生产出具有微小直径的长钻头,孔的纵横比也仅限于 4 - 20。 而使用我们的金刚石微型钻头,而使用我们的金刚石微型钻头,则可以利用我们独特的专有技术生产出超长钻头, 从而可以钻出最大长宽比大于 60 的超长孔。 使用涂层钻头时,一旦去除金刚石或类金刚石碳涂层,硬质合金就会暴露在表面,导致耐磨性变差,难以连续形成大量孔。 然而,我们的金刚石微型钻头的整个钻头都是由金刚石制成的,因此即使有一些磨损,也仍然是由金刚石切削的。 因此,可以连续形成大量的孔。此外,由于材料是用金刚石加工的,因此通过选择加工条件,可以使加工改变层和孔内表面的表面粗糙度非常小,可以做到与抛光表面相当。
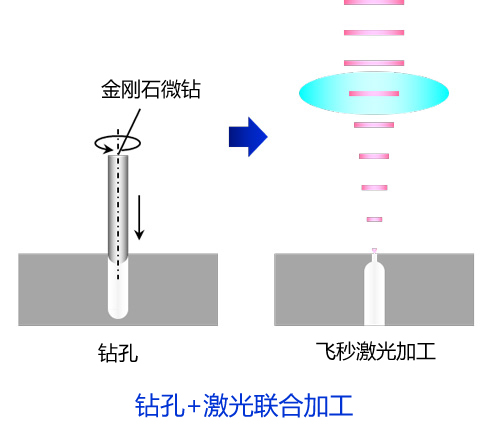
另一方面,紫外激光、飞秒激光、 和干蚀刻更适合加工更精细区域的孔。我们拥有紫外激光器和 飞秒激光器,并根据要加工孔的大小采用不同的加工技术。 例如,如果需要直径在微米数量级、长度在毫米数量级的孔,我们已经建立了一种方法,即使用金刚石微型钻头将孔钻到一半, 然后使用飞秒激光仅在顶端钻一个微米数量级的孔。
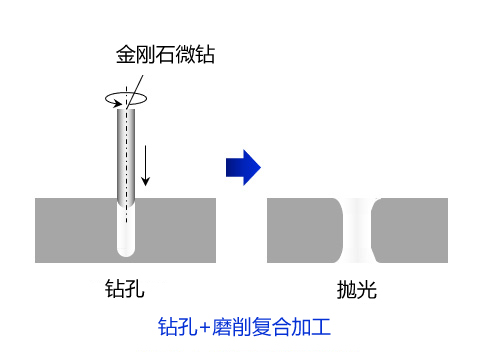
例如,我们还可以利用我们的核心抛光技术,将微钻孔的顶端加宽成锥形。 这样,我们就可以在适当的位置使用适当的材料,实现加工技术的融合。
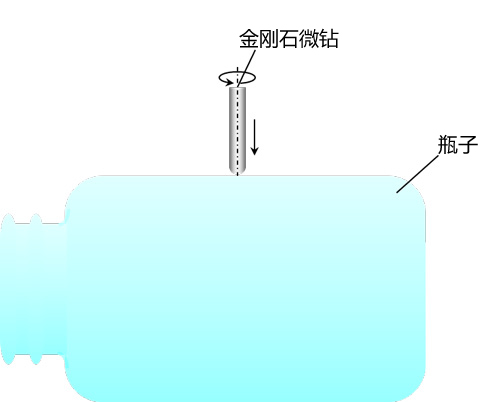
要加工的基础材料当然是板材,但也可以加工圆柱形和瓶子。
我们收到过许多客户对脆性材料(如玻璃、陶瓷和蓝宝石)进行微加工的请求,特别是在加工和批量生产方面,我们拥有丰富的经验。 对于原型,我们首先会与客户一起讨论形状、布局等,并绘制出图纸。 如果您在微加工(从原型设计到批量生产)方面遇到任何问题,请随时与我们联系。
加工成果和应用实例
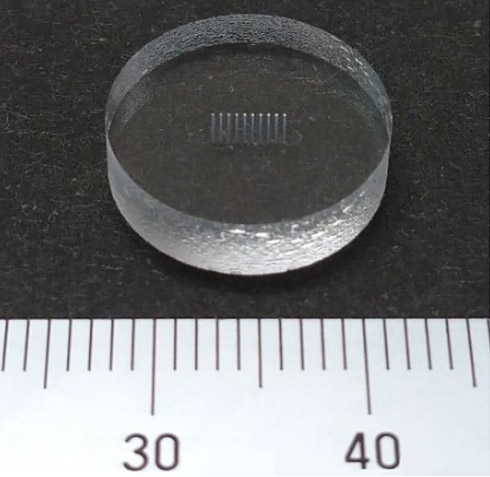
高纵横比、超长孔
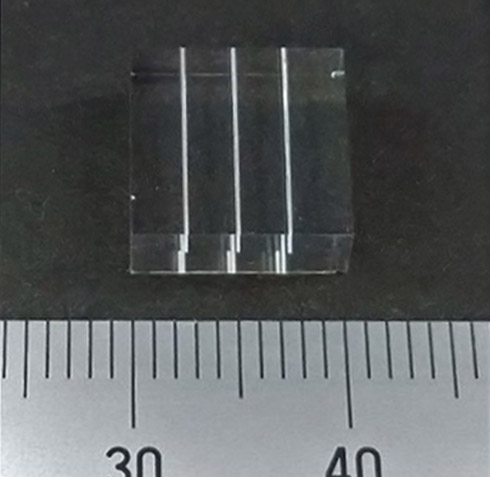
 <加工实例1>
<加工实例1>
- 材料:石英玻璃
- 规格:直径 0.1 毫米,长 3.8 毫米,纵横比 38,10 个孔
 <加工实例2>
<加工实例2>
- 材料:石英玻璃
- 规格: 直径0.15毫米,长10毫米,长宽比67, 3孔
连续多孔加工
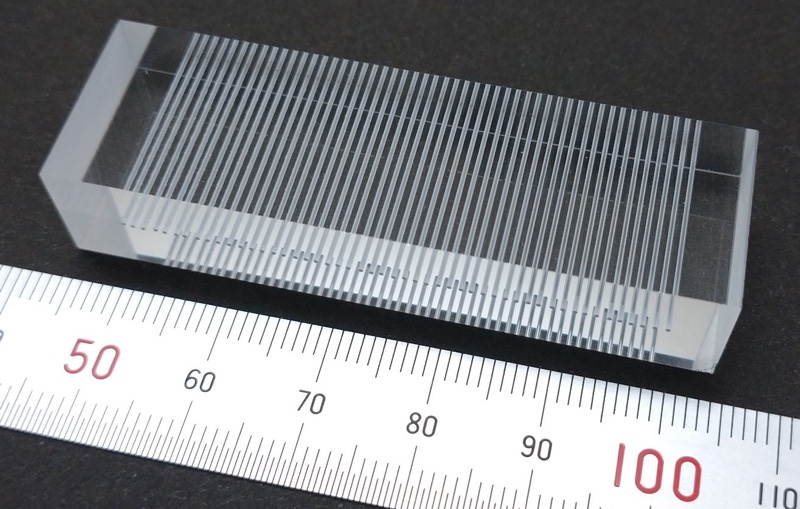 <加工实例1>
<加工实例1>
- 材料:石英玻璃
- 规格:直径0.46毫米,长18毫米 50孔连续加工
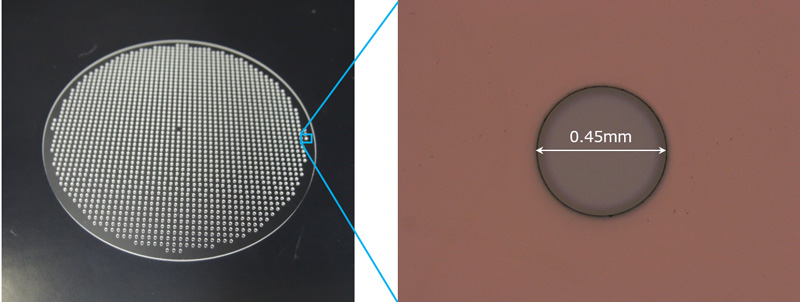 <加工实例2>
<加工实例2>
- 材料:蓝宝石(φ2 "基板)
- 规格:连续加工 1800 个 ø 0.45 毫米的孔
- 使用金刚石可连续加工硬度极高的蓝宝石。
内部镜面加工
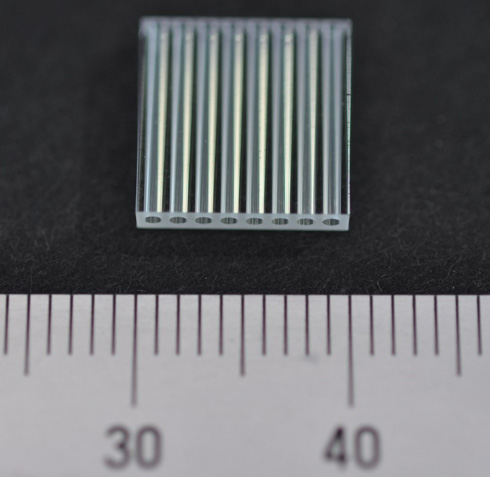 <加工实例1>
<加工实例1>
- 材料:石英玻璃
- 规格:直径 0.8 毫米,长 10 毫米
- 应用:用作微流道。
 <加工实例2>
<加工实例2>
- 材料: 石英玻璃
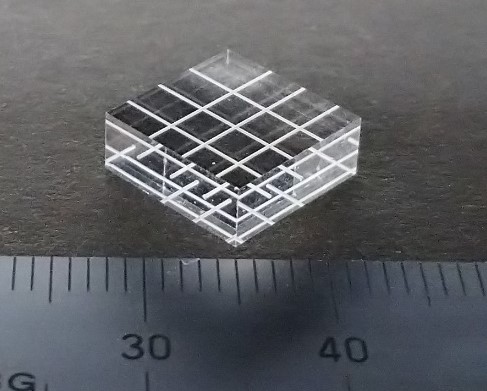
- 规格: φ0.2 mm,长 10 mm,3 行 3 列,正交排列。
- 用途:用作微流体通道。
- 也可加工成直角相交的孔。
 <加工实例3>
<加工实例3>
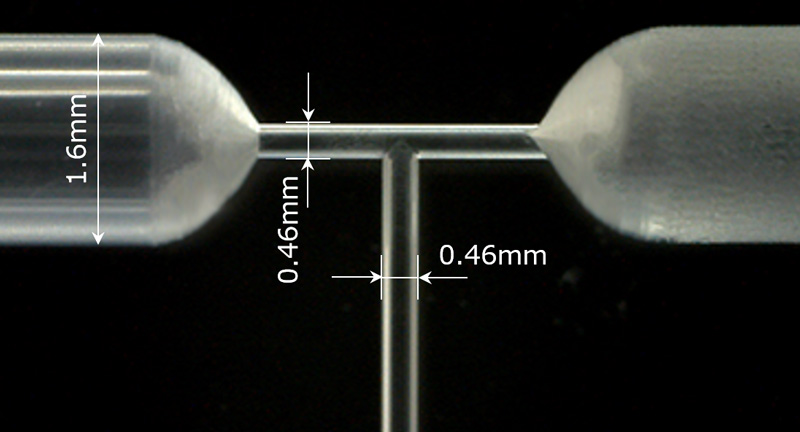
- 材料:石英玻璃
- 规格:使用 φ0.46 mm 和 φ1.6 mm 进行 T 型通道加工。
- 应用:用作微流路。
- 可以将不同直径的孔连接起来,加工成 T 形。
金刚石微钻孔与飞秒激光加工相结合
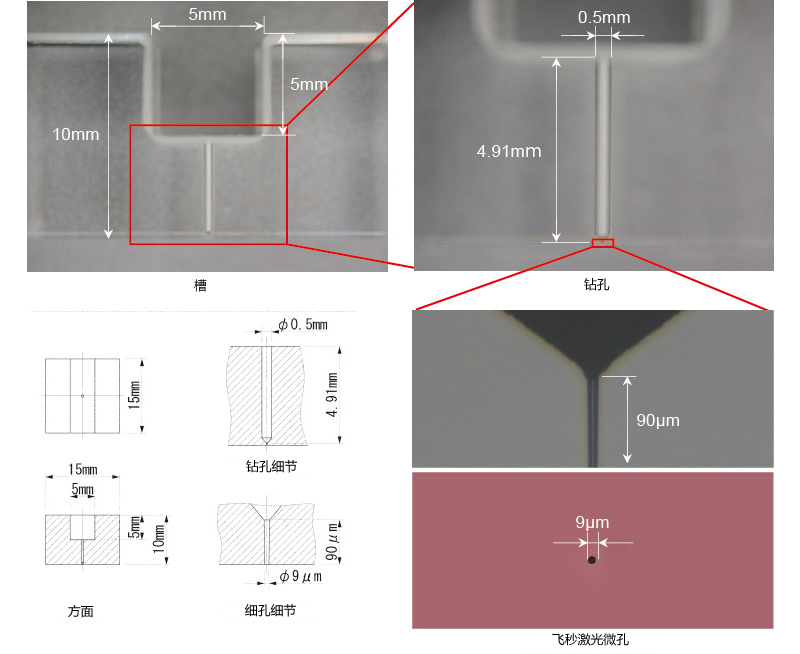
- 材料:石英玻璃
- 规格:凹槽宽度 5 毫米,深度 5 毫米。
微钻孔 ø 0.5 毫米,长 4.91 毫米
飞秒激光微孔 φ9μm L90μm - 应用:用于高压液体流动。